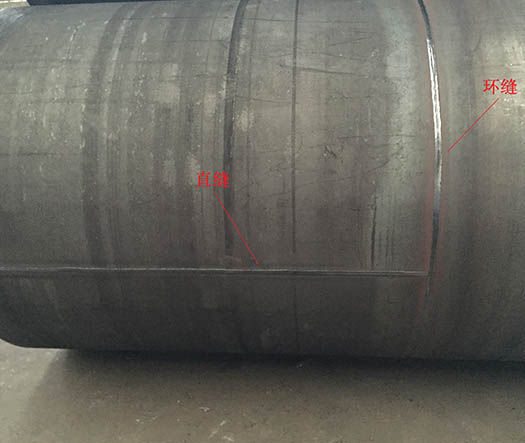
什么是直縫鋼管?
直縫鋼管是焊縫與鋼管縱向平行的鋼管。通常分為公制電焊鋼管��、電焊薄壁管���、變壓器冷卻油管等等。直縫焊管生產(chǎn)工藝簡(jiǎn) 單��,生產(chǎn)效率高��,成本低����,發(fā)展較快。螺旋焊管的強(qiáng)度一般比直縫焊管高�,能用較窄的坯料生產(chǎn)管徑較大的焊管����,還可以用 同樣寬度的坯料生產(chǎn)管徑不同的焊管。但是與相同長(zhǎng)度的直縫管相比,焊縫長(zhǎng)度增加30~100%��,而且生產(chǎn)速度較低�����。
直縫鋼管的材質(zhì)介紹:
直縫鋼管用Q195���、Q215A��、Q235A鋼����、Q235B普碳制造����。也可采用易于焊接0317標(biāo)準(zhǔn)型號(hào)6012及鋼母755軟鋼共同制造。
直縫鋼管的焊接工藝:
直縫鋼管按生產(chǎn)工藝可分為高頻直縫鋼管和埋弧焊直縫鋼管�。埋弧焊直縫鋼管按其不同的成型方式又分為UOE、RBE�、JCOE鋼 管等。下面滄州誠(chéng)源管業(yè)有限公司介紹最常見(jiàn)的高頻直縫鋼管和埋弧焊直縫鋼管的成型工藝��。
1���、鋼管的高頻焊接正是利用交流電的趨膚效應(yīng)和鄰近效應(yīng)�����,鋼材(帶鋼)經(jīng)滾壓成型后�,形成一個(gè)截面斷開(kāi)的圓形管坯, 在管坯內(nèi)靠近感應(yīng)線圈中心附近旋轉(zhuǎn)一個(gè)或一組阻抗器(磁棒)����,阻抗器與管坯開(kāi)口處形成一個(gè)電磁感應(yīng)回路,在趨膚效應(yīng) 和鄰近效應(yīng)的作用下�����,管坯開(kāi)口處邊緣產(chǎn)生強(qiáng)大而集中的熱效應(yīng)�����,使焊縫邊緣迅速加熱到焊接所需溫度經(jīng)壓輥擠壓后�,熔融 狀態(tài)的金屬實(shí)現(xiàn)晶間接合,冷卻后形成一條牢固的對(duì)接焊縫���。
高頻焊接是根據(jù)電磁感應(yīng)原理和交流電荷在導(dǎo)體中的趨膚效應(yīng)���、鄰近效應(yīng)和渦流熱效應(yīng)�����,使焊縫邊緣的鋼材局部加熱到熔融 狀態(tài),經(jīng)滾輪的擠壓�����,使對(duì)接焊縫實(shí)現(xiàn)晶間接合����,從而達(dá)到焊縫焊接之目的。高頻焊是一種感應(yīng)焊(或壓力接觸焊)���,它無(wú) 需焊縫填充料�,無(wú)焊接飛濺���,焊接熱影響區(qū)窄�����,焊接成型美觀�,焊接機(jī)械性能良好等優(yōu)點(diǎn)���,因此在鋼管的生產(chǎn)中受到廣泛的 應(yīng)用�����。
2�、埋弧焊工藝
1、板探:用來(lái)制造大口徑埋弧焊直縫鋼管的鋼板進(jìn)入生產(chǎn)線后�,首先進(jìn)行全板超聲波檢驗(yàn);
2���、銑邊:通過(guò)銑邊機(jī)對(duì)鋼板兩邊緣進(jìn)行雙面銑削�����,使之達(dá)到要求的板寬����、板邊平行度和坡口形狀�;
3、預(yù)彎邊:利用預(yù)彎?rùn)C(jī)進(jìn)行板邊預(yù)彎���,使板邊具有符合要求的曲率�;
4��、成型:在JCO成型機(jī)上首先將預(yù)彎后的鋼板的一半經(jīng)過(guò)多次步進(jìn)沖壓,壓成"J"形�����,再將鋼板的另一半同樣彎曲���,壓成"C" 形,最后形成開(kāi)口的"O"形
5�����、預(yù)焊:使成型后的直縫焊鋼管合縫并采用氣體保護(hù)焊(MAG)進(jìn)行連續(xù)焊接�����;
6���、內(nèi)焊:采用縱列多絲埋弧焊(最多可為四絲)在直縫鋼管內(nèi)側(cè)進(jìn)行焊接�;
7��、外焊:采用縱列多絲埋弧焊在直縫埋弧焊鋼管外側(cè)進(jìn)行焊接����;
8���、超聲波檢驗(yàn)Ⅰ:對(duì)直縫焊鋼管內(nèi)外焊縫及焊縫兩側(cè)母材進(jìn)行100%的檢查;
9�����、X射線檢查Ⅰ:對(duì)內(nèi)外焊縫進(jìn)行100%的X射線工業(yè)電視檢查�,采用圖象處理系統(tǒng)以保證探傷的靈敏度;
10�����、擴(kuò)徑:對(duì)埋弧焊直縫鋼管全長(zhǎng)進(jìn)行擴(kuò)徑以提高鋼管的尺寸精度���,并改善鋼管內(nèi)應(yīng)力的分布狀態(tài)����;
直縫鋼管的參數(shù)介紹:
圓管外徑: φ111~165mm
方管: 50×50~125×125mm
矩形管: 90×50~160×60~180×80mm
成品管壁厚:2~6mm
成型速度: 20~70米/分鐘
直縫鋼管的廣泛應(yīng)用:
直縫鋼管主要應(yīng)用于自來(lái)水工程��、石化工業(yè)��、化學(xué)工業(yè)����、電力工業(yè)�����、農(nóng)業(yè)灌溉�、城市建設(shè)����。
作液體輸送用:給水��、排水���。
作氣體輸送用:煤氣����、蒸氣�����、液化石油氣�����。
作結(jié)構(gòu)用:作打樁管、作橋梁���;碼頭��、道路�����、建筑結(jié)構(gòu)用管等�����。